An introduction to traditional Investment Casting
- May 27, 2022
- 3 min read
Updated: Oct 17, 2022
Casting is the process of pouring liquid metal into a mold, where it cools and solidifies. We will discuss how the casting process can be optimized to produce the best possible shape and material properties elsewhere.
Investment casting is a type of casting technique that is used to make metal parts with complex shapes. They can be cast with high precision and an excellent surface finish.
It is widely used in jewelry (other techniques are also common) but also for the manufacture of turbine blades for jet engines.

1. Design and Modelling
The first step is to make a design and then a model. The model will be the "master" from which all pieces are cast. A hard metal such as Nickel Silver (A Nickel– Copper–Zinc alloy) is typically chosen to ensure durability and consistency.
A flawed design and a poor-quality model will always result in poor casting. A well-polished, carefully designed model is essential.
Runners and Gates
The metal must ultimately flow into the mold to cast the metal part. This requires runners and gates:
The runner connects to the "pouring cup." The metal flows through these to the "in" gates and ultimately to the part cavity in which the part is formed.
The gate is an opening that joins the runner and feeds the part cavity. A part cavity may have multiple gates. Careful design and positioning are needed to ensure proper flow and avoid defects.
Because metals shrink when they solidify (the atoms are more densely packed in a crystal than a liquid), the gate must feed the liquid metal to the casting as easily as possible and act as a metal reservoir to complete solidification.
2. Making the Wax Tree
The next step is to make a mold from the model to cast the jewelry piece. This is done by making a wax version of the model that a ceramic mold can be made around.
A rubber mold is made around the carefully cleaned model. Vulcanized or silicone rubber is typically used. The process should be done carefully to make an accurate "negative" of the model. Once the rubber mold is made, it can be skilfully cut to release the model and maintain a high-quality mold.
The wax pattern can then be made. Different waxes can be used for different designs to reproduce the design best and minimize issues such as cracking. They can have very different properties!
The wax is injected into the mold, cools, and is removed. These patterns are then assembled on a tree so that multiple parts can be cast at once. A central sprue forms a "trunk"; ultimately, the runner, the gates are the "branches," and the "fruit" would be the casting part.
Technological innovation
Recent developments in 3D printing allow models to be produced with high precision. There are even methods of producing resin pattern trees directly from a digital file that eliminates the need for master models, rubber molds, wax injection, and tree assembly.

Computational fluid dynamics (computer simulations of how liquids flow), allows the advanced design of investment trees to optimize casting. However, this is not without its' flaws and is a complement to expertise and experience!
3. Making the ceramic mold
The wax investment tree is used to make a ceramic mold (investment) into which the metal can be cast. The ceramic is a mix of calcium sulfate hemihydrates (gypsum), quartz silica, and a binder. It is held within a "flask."
Once the ceramic slurry (the powder mixed with water) has been "set" by curing (heating under vacuum – this is carefully done to control results), the wax pattern is removed. The wax pattern can be removed via the following:
Steam de-waxing
Burnout in a dry (no moisture) oven
Finally, a second "burnout" stage is required to optimize the end properties of the ceramic. This involves a cycle of heat treatments to remove moisture and ensure the investment ceramic's correct homogeneous microstructure (all the same throughout the sample).
4. Casting the precious metal
Finally, the mold is ready for casting. The semi-finished product can be cast and ready for further work such as polishing, joining, heat treatments, and gem setting.
There are various parameters to control during casting, such as overheating (how hot the liquid is) and the type of casting (e.g., suction, centrifugal, etc.), but these are discussed elsewhere, with reference to their properties.
Summary
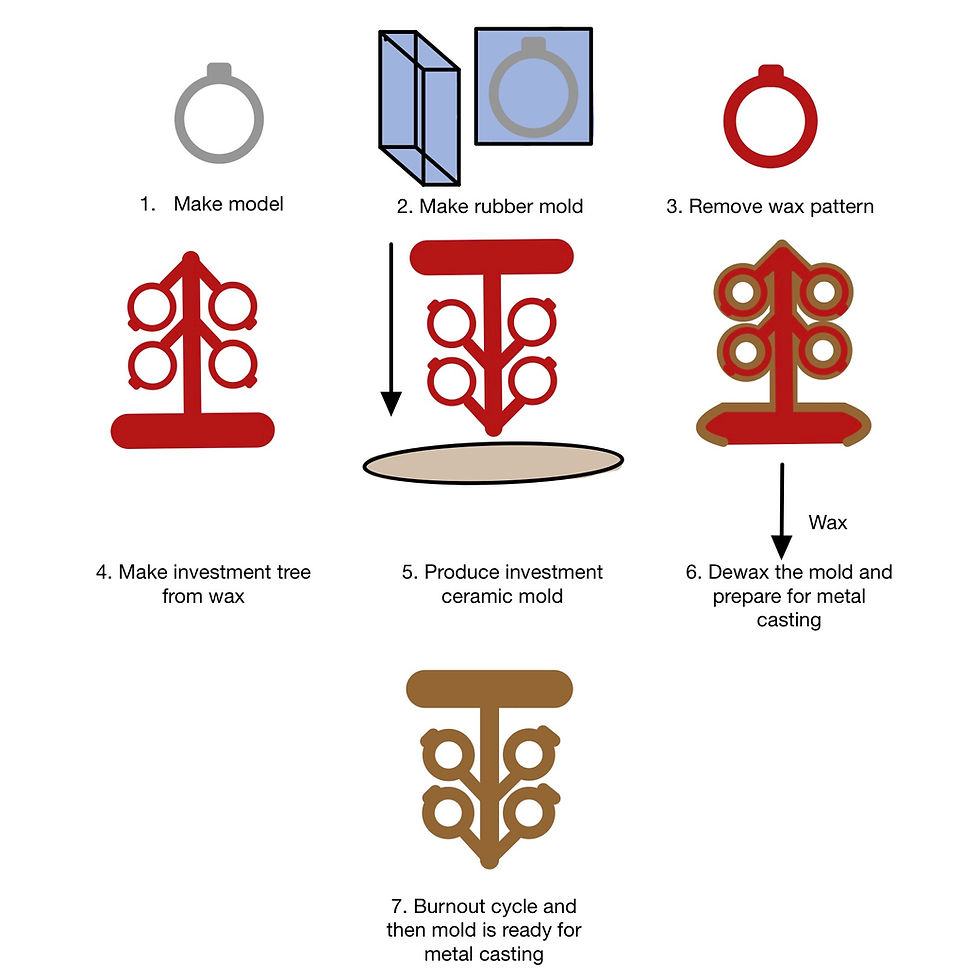
A brief summary of the process is as follows:
Make a master model,
Make a rubber mold from the model,
Produce wax patterns from rubber mold,
Affix wax patterns to a "tree",
Produce an investment mold (made out of ceramic) from the wax,
Remove the wax,
Cast the metal part in the mold.
Top tips on traditional investment casting
This page is introductory and designed to illustrate the basic principles of the technique. For further reading, we suggest Dr. Valerio' Faccenda's 2001 Santa Fe Symposium paper:


Comments